铣端面打中心孔机床厂家定制为您提供高效 · 实用的铣打机整体解决方案
全国服务热线13863231017

全国服务热线13863231017
热门关键词: 数控铣打机厂家 铣端面打中心孔机床厂家 轴类产品专用机床 850立式加工中心厂家
单段运行
自动运行加工程序前或在加工过程中的任意时刻,按操作面板<单段>键,当该键指示灯亮时,加工程序的执行处于单段运行状态,即执行完一个程序段后自动暂停,此时循环启动灯灭,进给保持灯亮,再按<循环启动>键可启动下一段的执行;当<单段>键指示灯灭时,加工程序处于连续运行状态,即程序段与段之间不执行暂停,直至程序结束。循环按<单段>键可在单段运行和连续运行状态之间进行切换。
跳段
自动运行加工程序前或在加工过程中的任意时刻,按<跳段>键,当该键指示灯亮时,表示在运行加工程序过程中,跳段有效,即在加工程序段前面有跳段符号“\”的段,在执行过程中将被跳过(不执行)。当<跳段>键指示灯灭时,表示跳段无效,即使前面有跳段符“\”的程序段,加工过程中同样被执行。 循环按<跳段>键可在跳段有效和无效之间切换。

机床锁
自动运行加工程序前(自动非运行状态),按<机床锁>键,当该键指示灯亮时,表示加工程序的执行处于模拟加工状态。即程序正常运行,坐标正常刷新,刀位轨
迹也正常显示,但机床各坐标轴实际位置保持不动。在机床锁状态下执行加工程程序,用户可从刀位轨迹的显示及坐标变化上观察程序的运行状态,以检查程序的正确性。
在自动方式停止状态,循环按(机床锁)键可在机床锁有效和无效间切换。 数控铣床自动运行加工程序前(自动非运行状态),按<Z轴锁>键,当该键指示灯亮时,表示加工程序的执行处于Z 轴模拟加工状态。即程序正常运行,坐标正常刷新,刀位轨迹也正常显示,但机床Z 轴实际位置保持不动。在自动方式停止状态,循环按< Z 轴锁>键可在Z 轴锁有效和无效间切换。空运行。自动运行加工程序前或在加工过程中的任意时刻,按操作面板<空运行>键,当该键指示灯亮时,表示空运行有效,即在程序运行过程中,程序中由F 指令指定的进给速度无效,程序运行的指令速度由参数P2003 设定,进给倍率同样有效。当1<空运行>键灯熄灭时,空运行无效,程序运行速度由F 指令指定。循环按<空运行>键可在空运行有效和无效间切换。

手轮调试
数控铣床手轮调试功能的开启和关闭是由PLC 控制G15.6 信号来决定的,当G15.6 为高电平时,手轮调试功能开启; 当G15.6 为低电平时,手轮调试功能关闭。手轮调试功能开启后,当运行程序时,系统面板上的进给倍率修调和快速倍率修调均无效 ,此时可通过转动手摇盒的快慢,产生一个倍率分别给进给倍率和快速倍率,手轮调试时通过转动手摇盒的快慢来控制所机床的运行快慢。当停止转动手摇盒的时候,所产生的倍率为0。
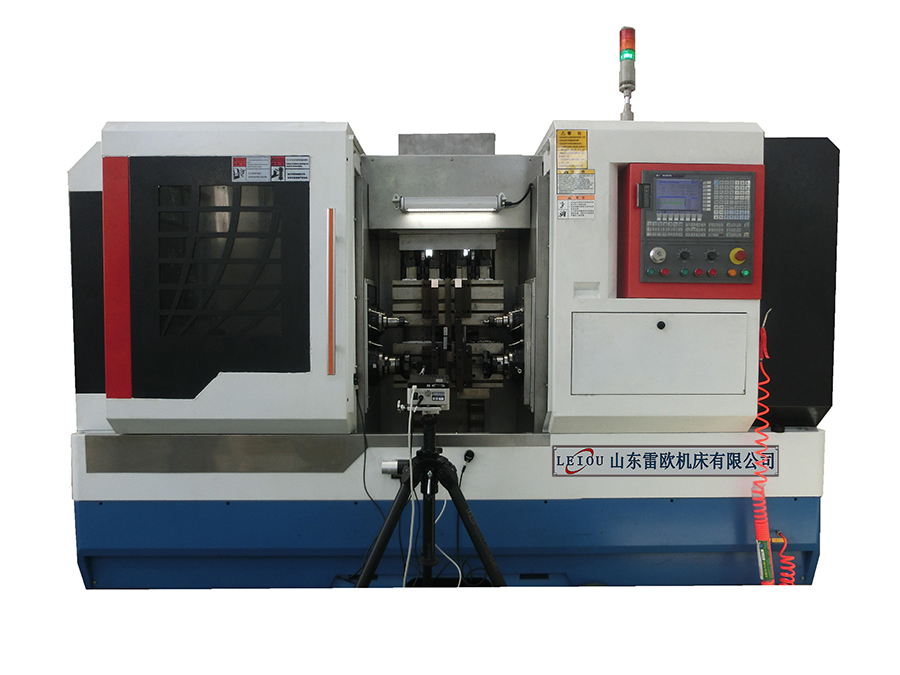
山东雷欧机床有限公司是一家集研发铣端面打中心孔机床,铣打机,定制多功能组合机床、生产、销售与一体的规模企业,公司坐落在素有“鲁南明珠”之称的墨子、墨班故里—山东省滕州市。山东雷欧机床有限公司愿与国内外各界朋友真诚合作、共同发展。联系电话:13863231017 。
 地址山东省滕州市恒源北路
地址山东省滕州市恒源北路
 热线13863231017
热线13863231017
 邮箱sdlojc@qq.com
邮箱sdlojc@qq.com
 手机浏览
手机浏览 微信客服
微信客服