铣端面打中心孔机床厂家定制为您提供高效 · 实用的铣打机整体解决方案
全国服务热线13863231017

全国服务热线13863231017
热门关键词: 数控铣打机厂家 铣端面打中心孔机床厂家 轴类产品专用机床 850立式加工中心厂家
用户在使用数控铣打机,会遇到一些常见的问题,铣打机机械产生爬行的原因为拖板导轨磨损厉害,丝杆滚珠磨损或松动。机床应注意保养,上下班之后应清扫铁丝,并及时加润滑油,以减少摩擦。工件尺寸准确,表面光洁度差,那么下面小编为您总结了常见情况和对应的解决方法。
数控铣打机切削加工不稳定的解决方法
机床产生共振,放置不平稳。机械有爬行现象。加工工艺不好。
刀具磨损或受损后不锋利,则重新磨刀或选择更好的刀具重新对刀。机床产生共振或放置不平稳,调整水平,打下基础,固定平稳。机械产生爬行的原因为拖板导轨磨损厉害,丝杆滚珠磨损或松动。
以上就是小编简单为您分板的数控铣端面打中心孔机床切削加工不稳定的解决方法。
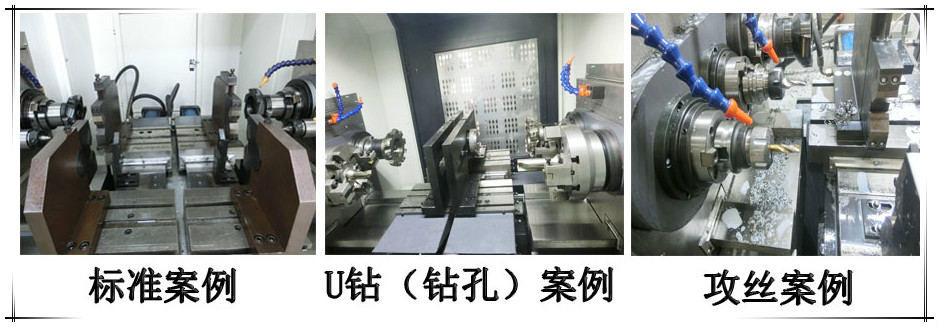
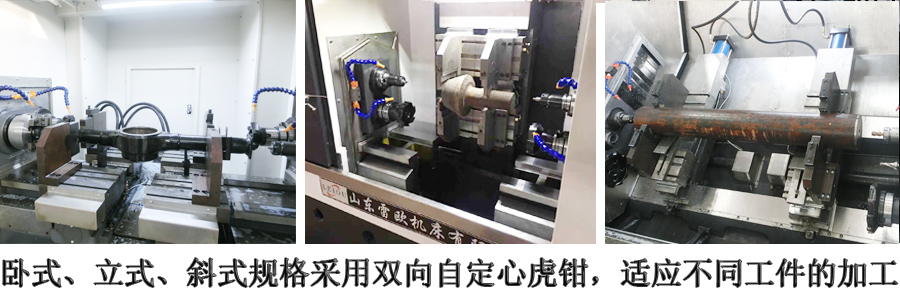
查看更多产品请点击下面图片链接:
山东雷欧机床有限公司是一家集研发铣端面打中心孔机床,铣打机,定制多功能组合机床、生产、销售与一体的规模企业,公司坐落在素有“鲁南明珠”之称的墨子、墨班故里—山东省滕州市。山东雷欧机床有限公司愿与国内外各界朋友真诚合作、共同发展。联系电话:13863231017 。
 地址山东省滕州市恒源北路
地址山东省滕州市恒源北路
 热线13863231017
热线13863231017
 邮箱sdlojc@qq.com
邮箱sdlojc@qq.com
 手机浏览
手机浏览 微信客服
微信客服