雷欧抢占专用机床设备发展先机,提前打造产业标准。雷欧打造面向环球的专用设备生产基地,基地规划涵盖了设备研发、零部件生产、人才培训、数控编程、调试安装等与之相关的各个领域。雷欧还建成设备方案提供机构,让许多人真切感受专用设备的应用前景。同时,网龙布局人才素质培养。雷欧一直肩负着企业的社会责任感作为文化引导,持续发挥企业的社会效益。作为设备转型实践者之一,雷欧积及参与专用设备的开发普及,倡导和践行效高,高速,高精的理念,并积及参与设备部机床自审制度的构建;以不同层次的人员向社会传播,为创意人才提供培训、导师辅导等服务。
鸡蛋
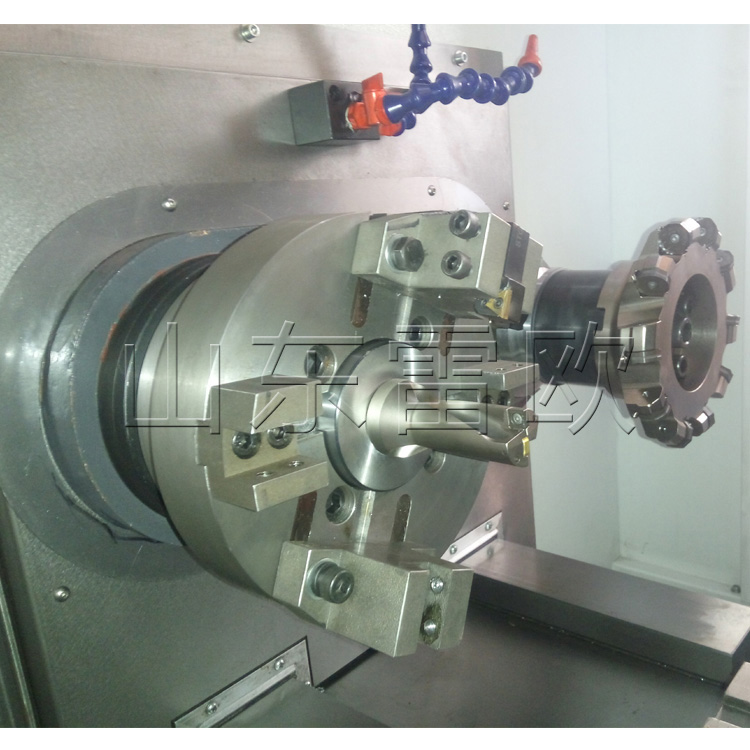
铣打机数控专机切削加工尺寸不稳定怎么办?数控切削加工尺寸不稳定怎么办?铣打机数控专机机械产生爬行的原因为拖板导轨磨损厉害,丝杆滚珠磨损或松动。机床应注意保养,上下班之后应清扫铁丝,并及时加润滑油,以减少摩擦。 数控切削加工尺寸不稳定的问题可以说让人很为难了,小编为您总结了常见情况和对应的解决方法。
一、工件尺寸准确,表面光洁度差,故障原因:刀具刀尖受损,不锋利。机床产生共振,放置不平稳。机械有爬行现象。加工工艺不好。
铣打机数控专机切削加工尺寸不稳定解决方案:刀具磨损或受损后不锋利,则重新磨刀或选择好的刀具重新对刀。机床产生共振或放置不平稳,调整水平,打下基础,固定平稳。机械产生爬行的原因为拖板导轨磨损厉害,丝杆滚珠磨损或松动。机床应注意保养,上下班之后应清扫铁丝,并及时加润滑油,以减少摩擦。选择适合工件加工的冷却液;在能达到其它工序加工要求的情况下,尽量选用较高的主轴转速。工件产生锥度大小头现象。
铣打机数控专机切削加工尺寸不稳定故障原因:机床放置的水平没调整好,一高一低,产生放置不平稳。车削长轴时,工件材料比较硬,刀具吃刀比较深,造成让刀现象。尾座顶针与主轴不同心。解决方案,使用水平仪调整机床的水平度,打下扎实的地基,把机床固定好增加其韧性。选择合理的工艺和适当的切削进给量不让刀具受力让刀。调整尾座。驱动器相位灯正常,组合机床,但工件尺寸不一
铣打机数控专机切削加工尺寸不稳定故障原因:机床拖板长期高速运行,导致丝杆和轴承磨损。刀架的重复定位精度在长期使用中产生偏差。拖板每次能准确回到加工起点,但加工工件尺寸仍然变化。此种现象一般由主轴引起,主轴的高速转动使轴承磨损严重,导致加工尺寸变化。
铣打机数控专机切削加工尺寸不稳定解决方案:用百分表靠在刀架底部,同时通过系统编辑一个固定循环程序,机床,检查拖板的重复定位精度,调整丝杆间隙,更换轴承。用百分表检查刀架的重复定位精度,调整机械或挭换刀架。用百分表检测加工工件后是否能准确回到程序起点;若可以,则检修主轴,挭换轴承。
铣打机厂家雷欧机床作为专业、效率高的个性化机械加工方案提供者,致力于使工作轻快、让生活美好,为机械加工业提供服务。
山东雷欧机床有限公司是一家集研发铣端面打中心孔机床,铣打机,定制多功能组合机床、生产、销售与一体的规模企业,公司坐落在素有“鲁南明珠”之称的墨子、墨班故里—山东省滕州市。山东雷欧机床有限公司愿与国内外各界朋友真诚合作、共同发展。联系电话:13863231017 。



 地址山东省滕州市恒源北路
地址山东省滕州市恒源北路
 热线13863231017
热线13863231017
 邮箱sdlojc@qq.com
邮箱sdlojc@qq.com
 手机浏览
手机浏览 微信客服
微信客服